Founded in 1979, with 40+ years of professional experiences.
Explore Our History

Time: 2026-01-29 08:24:43
The particle size distribution of the micropowder is shown in Figure 1. It can be seen that the micropowder exhibits a multi-peak distribution, with a D50 of 3.05 μm.

Figure 1. Particle size analysis results of silicon nitrogen-oxygen micro powder
The XRD diffraction analysis results of the silicon-nitrogen-oxygen micropowder are shown in Figure 2. It can be seen that the main crystalline phases of the silicon-nitrogen-oxygen micropowder are silicon nitride (α-Si3N4, β-Si3N4) and silicon oxynitride (Si2N2O), as well as trace amounts of Si.
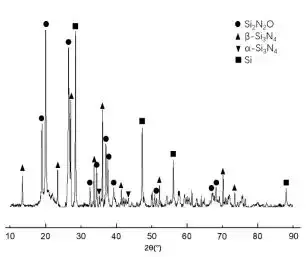
Figure 2. XRD pattern of silicon nitrogen oxide micro powder
The microstructure of silicon-nitrogen-oxygen powder is shown in Figure 3. It can be seen that the silicon-nitrogen-oxygen powder is mainly in the form of rods, short columnar shapes, and irregular granules.
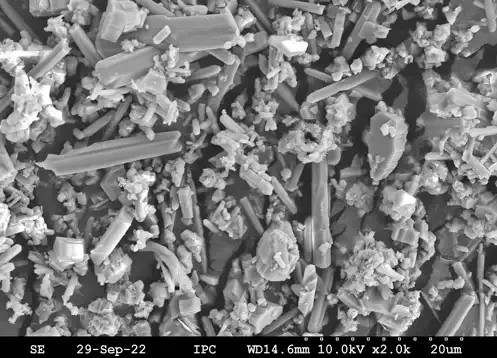
Figure 3. SEM image of silicon-nitrogen-oxygen micro powder.
Table 1 Experimental proportions
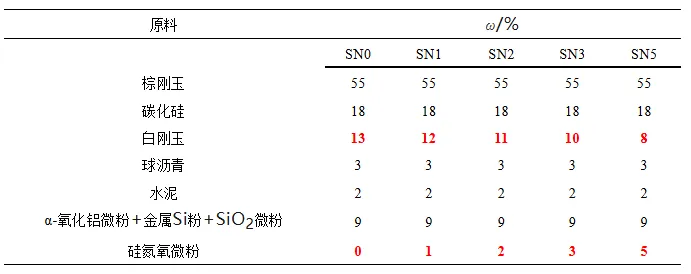
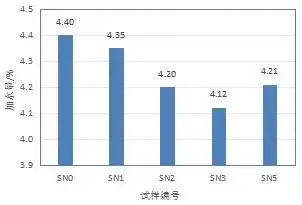
Figure 4. Effect of silicon nitrogen-oxygen micro powder addition amount on water addition amount of sample
As shown in Figure 4, the addition of silicon nitride-oxygen powder helps reduce the water addition of the castable. This is because silicon nitride-oxygen powder is finer than corundum powder, effectively filling the gaps in the system and optimizing the particle size distribution, thus reducing the total water requirement of the castable.As shown in Figure 5, the compressive and flexural strengths reach their maximum values when 3% silicon nitride-oxygen powder is added: the flexural and compressive strengths of the sample fired at 1100℃ increased by 27.9% and 42.3%, respectively; the flexural and compressive strengths of the sample fired at 1500℃ increased by 24.1% and 26.0%, respectively.
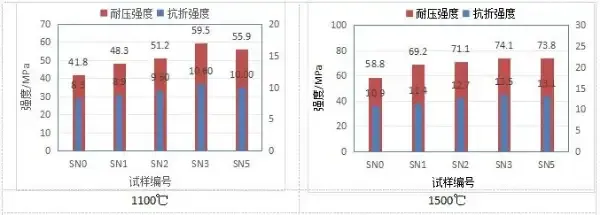
Figure 5. Cold flexural strength and compressive strength of specimens after different temperature treatments.
3.3 Thermal Shock Resistance
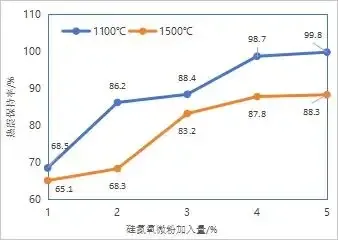
Figure 6. Flexural strength retention rate of the specimen after thermal shock after firing
With increasing amounts of silicon nitride-oxygen powder, the thermal shock resistance of the samples significantly improved. The flexural strength retention rate after three air-cooling thermal shocks following firing at 1100℃ increased from 68.5% to 99.8%; the strength retention rate after thermal shock following firing at 1500℃ increased from 65.1% to 88.3%.
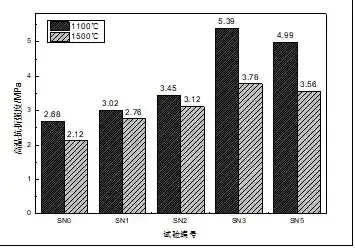
Figure 7. Effect of silicon-nitrogen-oxygen micropowder addition on high-temperature flexural strength
The samples treated at 1100℃ showed the same trend as those treated at 1500℃. After treatment at 1100℃, the high-temperature flexural strength without silicon nitride-oxygen powder was 2.68 MPa. When the amount of silicon nitride-oxygen powder added was 3%, the high-temperature flexural strength reached 5.39 MPa, an increase of 101.1%. The high-temperature flexural strength of the samples after firing at 1500℃ was still the highest for the 3% powder addition.

Figure 8. Effect of silicon-nitrogen-oxygen micropowder addition amount on antioxidant properties
As shown in the figure, the addition of silicon-nitrogen-oxygen powder significantly improves the antioxidant properties of the sample. The decarburized layer area is minimized when the addition amount is 3%~5%.

Figure 9. Effect of silicon nitrogen-oxygen micro powder addition amount on slag resistance performance.
As shown in the figure above, the addition of silicon-nitrogen-oxygen powder significantly improves the slag erosion resistance of the sample. Without the addition of silicon-nitrogen-oxygen powder, almost all the slag reacts or penetrates into the sample. When the addition amount is 3%, the remaining slag is at its maximum, and the erosion layer and penetration layer areas are also minimized. When the addition amount is 5%, the erosion layer and penetration layer areas increase compared to 3%.
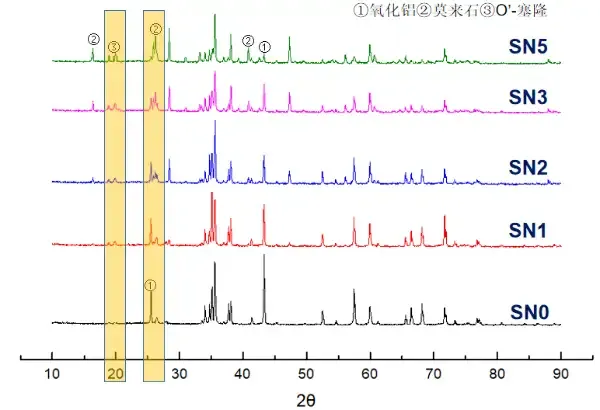
Figure 10. Effect of adding silicon nitrogen oxide micropowder on the phase change of the matrix.
4.2 Microstructure Analysis
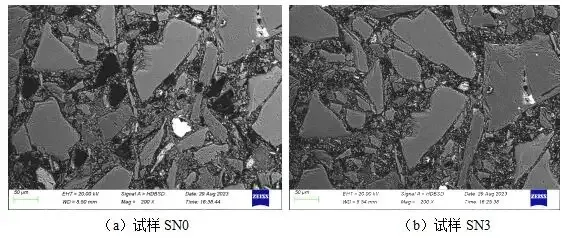
Figure 11. SEM image of the sample after firing at 1100 °C.
The samples treated at 1500℃ were analyzed using scanning electron microscopy. Figure 12 shows that without the addition of silicon nitride powder, only a small amount of fine granular mullite exists in the matrix. With the addition of 3%, obvious columnar mullite phases are visible in the matrix. The SN3 sample contained distinct tubular and whisker-like O'-Serone phases.
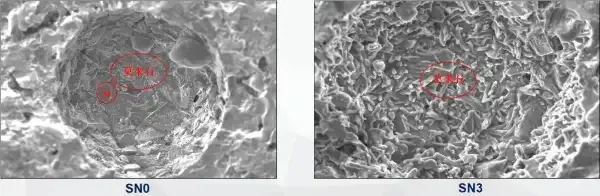
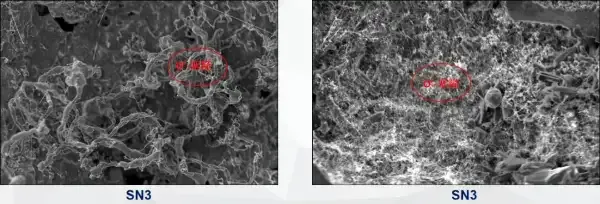
Figure 12. SEM images of SN0 and SN3 samples after treatment at 1500℃.
The aforementioned in-situ generated whiskers and columnar crystals fill the matrix of the sample, providing a good pinning effect and bridging between phases. This significantly strengthens the sample structure, improves its strength and toughness, and consequently, markedly enhances its high-temperature flexural strength, thermal shock resistance, slag erosion resistance, and permeability.







